|
1038
RAILS.
1607. Care in Unloading Steel.—Rails are
often bent in consequence of careless handling. There is no excuse
for either foremen or workmen for this. The rails are unfit for
laying until straightened, but they are often laid in a bent state,
giving a bad surface and line. The surest remedy is proper handling.
The rails are always loaded properly at the rolling mill,
and the kinks are put in them either in transfer or in delivering
on the grade. When rails are to be transferred from one car to
another, rails of suitable length should be used as skids upon
which the rails to be transferred are pushed from one car to another.
When from scarcity of flat cars, rails are shipped in box cars,
rollers are placed in the end doors of the box car, and the rails
are rolled as they are transferred. The rails should always be
placed in regular order, as shown in Fig. 492.
In unloading, there should be enough men to handle the rails
with ease and dispatch. The rail should be lifted clear
1039
of the car floor and carried to the edge of the car. All should
be ready, and at the word, the rail dropped clear of the car so
that it will fall in the position shown in Fig.
493, in which position the danger of kinking is entirely avoided.
Other men should stand on the ground removing each rail as soon
as it drops, so that one rail shall not fall on top of another.
Rails must not be dropped from the cars on rock or loose stones,
but on dirt, which will insure their safety.
None but the best men should be employed on the steel car.
They should be strong physically, understand plain English thoroughly,
and be prompt and active. When men, because of difference of nationality,
fail to readily understand each other, confusion is sure and accident
almost certain to follow. The same gang of men should handle all
the steel. If the track laying is to be rushed, at least two,
and better three, steel cars should be provided, which permits
of one being constantly at the front. As soon as a load of steel
is transferred from the flat car to the steel car, a team of horses
should be hitched to it and the car hauled to the front. The steel
men at the front, having unloaded their car, return with it until
they meet the loaded car. They then lift their empty car from
the rails to the side of the track, allowing the loaded car to
pass. The steel men push the loaded car the balance of the way
unless the grade is heavy enough to require a team.
Steel cars should be light and strong, and capable of carrying
a heavy load. The car should be of such weight as to be readily
handled by the steel crew. The wheel base should be 8 inches in
width, so that the car may pass safely over rough and poorly gauged
track.
1608. Straightening Rails.—If from any cause, rails
should be bent, they should be carefully straightened before being
placed in the track. If kinked, i.e., bent laterally as shown
in Fig. 494,
they may be straightened by
1040
nicking the flange of the rail with a cold chisel on the convex
side of the rail at the point A where the bend is the sharpest.
Then, laying the rail on its base, a few sharp blows with a sledge
on the side of the head of the rail at the point A will remove
the kink. Kinks may also be removed by means of a rail bender
or jim crow, shown in Fig.
495. The jim crow consists of two heavy hooks a and
b, which fit over the head of the rail. The curved bar
c, which unites these hooks, is drilled at its crown, and
threaded to receive the screw d. The cross-bar e unites
with the two hooks a and b, and serves as a guide to the
screw d. Force is applied to the screw by means of the
wrench f, having a long handle.
If surface-bent, as shown at A in Fig. 496, they are easiest straightened
with the jim crow. The straightening of the rails before laying
will avail but little unless the ties are
1041
well bedded, and all of the rails given a good bearing when
the track is laid.
1609. Curved Rails.—Rails laid on curves should
always be curved before being placed in the track. When laying
track on new road, it is a much better policy to curve the rails
in the material yard before forwarding to the track-layers. The
material foreman should have a list of the curves in the same
order in which they occur in the track. He should be able to determine
the middle and quarter ordinates of a 30-ft. rail for any degree
of curve, and should curve each rail accordingly. His list of
curves will give the station of the P. C. and P. T. of each, from
which he will determine the length of each curve and the number
and length of rails required for each. These rails should be marked
with the number of the degree of the curve for which they are
intended, and the rails for each curve should be kept separate
from the other rails by pieces of board, so as to prevent any
confusion when they arrive at the front. One 29½-foot rail
is laid for each 6 degrees of angle in the curve; hence, for a
curve with a central angle of 30 degrees, the number of 29½-ft.
rails required is 30/6 = 5. In laying the track, the short rails
should be equally distributed throughout the curve. The rails
are curved either with a rail bender, shown in Fig.
495, or by the aid of a track lever and curving hook, shown
in Fig. 497.
The latter process is as follows: A tie A is placed
under each end of the rail B which is to be curved. A hook
C is placed under the main track rail
1042
between two ties, at about 6 feet from the end of the rail
to be curved. The track lever D is then let into the hook
C, and the men pry down upon the rail B, giving
it the required curve. The quarter points should always be curved
before the center, as it often happens that the center curves
with the quarter points, thus saving time.
The practice of curving rails by dropping them across two ties,
or pounding them with a sledge hammer, can not be too severely
condemned. By the former method, an angle instead of a curve is
often put in the rail, and sledging is liable to break a rail
outright, or, at least, put a flaw in it which may result in actual
fracture when laid in the track. Some of the worst accidents on
record have been caused by broken rails, weakened by hard usage
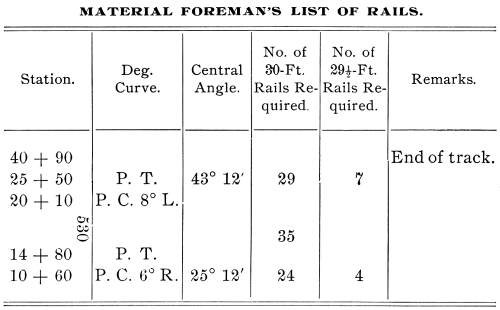
while being curved. The following table contains a list of curves
and tangents and the number and lengths of rails required for
each. With such a list, the material foreman can forward the rails
curved and assorted. His facilities for curving rails should be
of the best, and with a skilled gang of men he can turn off much
more and better work than would be possible at the front:
1610. Assorting Rail Lengths.—Rails of different
lengths should never be laid promiscuously. The short
1043
rails should be piled by themselves in the supply yard and
forwarded to the track-layers in such order and numbers as they
may require. On curves, as the inner rail forms a smaller circle
than the outer rail, it is sure to gain, and to maintain the joints
in the same relative position, this gain must be compensated by
the use of short rails. A list of the curves and the number of
short rails required for each should be given to the supply foreman,
whose business it is to forward the track material in the order
named on the list. This table shows how the material foreman makes
out his list.
Track Page
| Contents Page
|