|
CHAPTER XXIII.
DRAFT APPLIANCES.
ORDINARY ARRANGEMENTS FOR CREATING DRAFT.
THE capacity of the boiler for generating steam with
great rapidity, was what made high-speed locomotives a possibility.
The filling of the boiler with small flue-tubes and the employing
of a strong artificial draft were the principal means used in
making the locomotive boiler a success. Various methods were for
a time tried in maintaining the strong draft necessary; but it
is now generally admitted that the emission of the exhaust steam
through the smoke-stack is the most efficient and simple means
of creating the pull on the fire necessary to generate the great
volume of steam used by the cylinders of a locomotive.
The ordinary arrangement of draft appliances is as simple as
it is efficient. Referring to the illustration Fig. 35, the fuel
rests on the grates u u, and receives through the
grate-openings the air necessary to sustain and stimulate combustion.
The gases released from the burning fuel pass up into the body
of the fire-box B B, thence into the flue-tubes x x
x to the smoke-box CC, from whence they pass to the
atmosphere by the smokestack D. In traversing this route,
the fuel gases impart the greater portion of their heat to the
water surrounding the sheets and flues; and the greater the proportion
of the heat imparted to the water, the greater is the efficiency
of the boiler. There is a remarkable difference in the faculty
of boilers for absorbing the heat of the fire gases, and not a
little of this difference is due to the design and arrangement
of the draft appliances.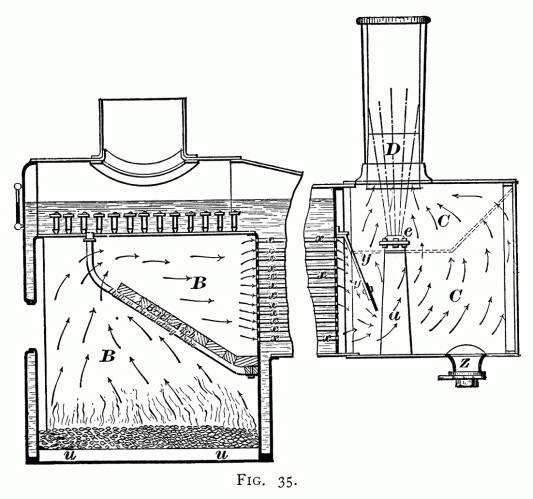
Locomotive engineers and firemen do not design or make the
draft appliances of the engines they operate but they have a great
deal to do with adjustments of the same, and an intelligent study
of the action of the draft appliances may often save them from
much unnecessary labor, and the company from useless expense.
ACTION OF THE DRAFT-CREATING FORCES.
When a locomotive is at work, the steam passes through
the exhaust pipe a through the nozzle b, and shoots
up through the stack like a projectile, the velocity depending
on the pressure of the steam released, and on the size of the
nozzle opening through which it has to pass. The greater the quantity
of steam passing through the cylinders, the greater, under ordinary
circumstances, will be the draft induced.
Draft by the exhaust steam passing from the exhaust pipe through
the smoke-stack appears to be created in two ways. The steam acts
partly on the surrounding air or gases it passes through to induce
a current by friction of the particles; or, on the other hand,
its compact volume fills the smoke-stack like a piston, inducing
draft by leaving a partial vacuum behind like the action of a
pump-plunger. Whether the current be induced by friction or by
the piston-like action, the air in the smoke-box is rarefied,
and there being only one means of ingress to fill the partial
void, the pressure of the atmosphere forces air through the grates
into the fire in its passage to the smoke-box by way of the tubes.
Inducing a current by friction is the principle the steam-jet
works on, and when that is the mode of the exhaust action in maintaining
draft the nozzle is merely an enlarged jet-opening. There is no
doubt that when the exhaust steam acts like a plunger in the smoke-stack
to leave a partial vacuum behind, a more perfect draft can be
maintained with the same steam velocity than where the draft is
created by friction; yet the latter practice of draft induction
is largely followed by American locomotives. In ordinary working
at moderately high piston-speed the exhaust acts in both ways.
At low speed the plunger action alone ought to provide the required
draft.
DIFFERENT WAYS OF PASSING EXHAUST STEAM INTO THE STACK.
 Under whatever
conditions a locomotive is worked, the intensity of draft created
by a given volume or velocity of exhaust steam will depend, to
a great extent, upon the way the nozzle or nozzles and their connections
pass the steam into the stack. If the steam passes centrally into
the stack in a compact form, and expands on its passage just enough
to fill the stack at its base, a low tension of exhaust steam
will serve to leave a comparatively high vacuum behind, which
will instantly be filled by the gases that pass through the flues.
This perfect action of the exhaust steam in creating draft is
not so general as it ought to be. Under whatever
conditions a locomotive is worked, the intensity of draft created
by a given volume or velocity of exhaust steam will depend, to
a great extent, upon the way the nozzle or nozzles and their connections
pass the steam into the stack. If the steam passes centrally into
the stack in a compact form, and expands on its passage just enough
to fill the stack at its base, a low tension of exhaust steam
will serve to leave a comparatively high vacuum behind, which
will instantly be filled by the gases that pass through the flues.
This perfect action of the exhaust steam in creating draft is
not so general as it ought to be.
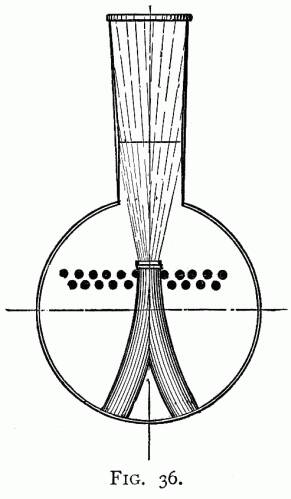
In Fig. 36 the escaping steam is shown expanding sufficiently
to fill the stack just as it enters the base casting. When this
happens, the stack acts like a pump-barrel delivering a full charge
at each stroke. In such a case, a stackful of gas is pumped out
of the smoke-box with every exhaust, and the vacuum necessary
for making steam will be maintained with a low velocity of exhaust
steam, which means that a large nozzle may be employed.
The steam is sometimes delivered in such a form that it does
not fill the stack till it is half way up. The exhaust steam in
this case will pump only about a half stackful out of the smoke-box
with each puff of steam, and the necessary vacuum will be maintained
partly by the pumping action and partly by friction of the escaping
steam on the gases. A higher steam velocity is required to create
the needed draft in this case.
Fig. 37 illustrates a defect of exhaust action very common
where double nozzles are used. Its effect is similar to that mentioned
in the last paragraph; but in some cases it is much worse, for
the exhaust steam hugs the side of the stack the whole way up,
and by that means loses a portion of its draft-creating power.
This same effect sometimes comes from a single nozzle being set
out of plumb.
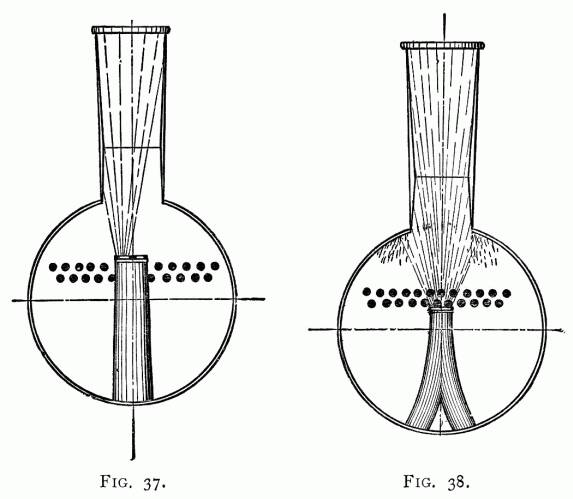 Fig. 38 illustrates
another pernicious form of bad adjustment. In this case the steam
strikes wide at the base of the stack, and delivers some of its
volume into the smoke-box, which impairs the efficiency of the
pumping action. Fig. 38 illustrates
another pernicious form of bad adjustment. In this case the steam
strikes wide at the base of the stack, and delivers some of its
volume into the smoke-box, which impairs the efficiency of the
pumping action.
Although in these illustrations I have used only the open stack,
the defects pointed out apply equally well to engines having low
nozzles, petticoat pipes, and diamond stacks.
EXHAUST PIPES AND NOZZLES.
The first function of an exhaust-pipe is to convey
the used steam from the cylinders. The form that will carry off
the steam so that the least possible degree of back pressure is
left to obstruct the piston is the best for locomotives. The best
form that can be used will cause considerable back pressure at
high piston speeds. When the exhaust-pipe is designed to open
at the bottom of the smoke-box, it is necessary to use double
nozzles, to prevent the presence of severe back pressure in the
cylinders caused by the steam passing through the exhaust-pipes
from one cylinder into the other. The two pipes come together
below in such a shape that this cannot be prevented.
When double nozzles are used with a high exhaust-pipe, the
greatest possible care should be taken to adjust the nozzles to
deliver the steam as nearly central in the stack as possible.
When an engine having this arrangement is not steaming satisfactorily,
it is a good plan to watch how the steam strikes in the stack.
Where a high exhaust-pipe is used, it is best to employ a single
nozzle. Careful experiments have proved that a well-designed exhaust-pipe
ending in a single nozzle gives the best results in creating draft;
but unless the exhaust-pipe is large and properly shaped, the
engine is likely to suffer from back pressure in the cylinders.
It might naturally be supposed that the arrangement of exhaust
which produced the highest vacuum would produce the best results
in steam-making; but that is not always the case. Very carefully
conducted experiments, carried out to find the relative value
of different draft appliances, showed decidedly that a lower smoke-box
vacuum would keep up steam with a well-arranged single nozzle
than with any form of double nozzle. The tendency of the double
nozzle was to make an uneven vacuum in the smoke-box. That is,
there would be a higher vacuum near the place where the exhaust
steam passed than at any other part of the smoke-box. This would
in its turn lead to the gases crowding towards a certain part
of the tube openings, and have the same effect as a badly adjusted
diaphragm plate.
THE PETTICOAT PIPE.
Where low nozzles are employed, a petticoat-pipe must
intervene to convey the steam centrally to the stack. With this
combination, the size and shape of the petticoat pipe must be
adapted to the size of nozzles, diameter of stack, and height
of smoke-box. In addition to being useful for leading the steam
into the smoke-stack, the petticoat pipe has proved an efficient
means of equalizing the draft through the flues. Unless some regulating
device is used to make the gases of combustion pass evenly through
the flues, the stronger rush of the draft will be through the
upper rows, and in consequence the lower rows will get choked
up with cinders and soot. The petticoat pipe when properly adjusted
is a remedy for this. There is a certain position where the petticoat
pipe will produce the best steaming results, and a very small
change from that position will affect the steaming qualities injuriously.
A very small change will result in making a big rush of gas through
a few flues, while the others get very little heat to make steam
with.
SMOKE-STACKS.
A recognized rule among us in smoke-stack designing
has been to make the stack of a diameter one inch less than the
diameter of the cylinder, There is really no proper connection
between the diameters of cylinder and smoke-stack; but the rule
worked fairly well with diamond stacks, where an inch or two of
difference in the diameter of the stack was of little consequence.
The diameter and shape of the petticoat pipe was what had to be
carefully watched with a diamond stack.
With an open stack the case is different. The function of the
stack is to pass out the gases that are drawn through the grates
and flues, and therefore its size ought to bear some relation
to the cross-section of flues, or to the grate area. To cause
the exhaust steam from a single nozzle to produce draft by the
pumping action, the stack must be small enough to permit the compact
exhaust steam to fill it at the base. When the stack is too large
for this, an increased exhaust velocity is required to keep up
steam. A reduction of stack area away below the diameter of the
cylinder will generally permit of the enlarging of the nozzle.
Where the diamond stack is used, the size and shape of the
cone and its attachments make a material difference in the steaming
qualities of a locomotive, but it is merely a case of great or
greater obstruction to the draft. The tendency is to improve the
cone by abolishing it altogether; but where that remedy is not
in order, it should be constructed and set so that the gases will
not rebound into the cylindrical part of the stack after striking
the cone. Where the cone is set low in the diamond this is liable
to happen. When the lower angle of the diamond is formed flat,
the tendency is to cause an eddy of the escaping gases, which
is detrimental to free steaming.
THE EXTENSION SMOKE-BOX AND DIAPHRAGM
PLATE.
The purpose of these appliances has been explained
fully on page 91. The extension front is put on to form a receptacle
for sparks; and the diaphragm plate acts as a guide to lead the
sparks forward beyond the point of strong exhaust suction.
The diaphragm is likewise used to regulate the draft through
the flues, and when properly designed it does this work very successfully.
It should not, however, be forgotten that the diaphragm is a necessary
evil, the same as the cone in the diamond stack, and that under
the best possible arrangement it is still an obstruction to draft.
Where it can be made to perform its functions of clearing the
lower rows of flues with the least possible obstruction to draft,
there the engine will steam most freely, other things being equal.
Not a little of the trouble experienced to make engines with extension
fronts steam freely has arisen through stupid design and arrangement
of the diaphragm. I happened upon a case which illustrates this
point. On a first-class road, celebrated for its advanced style
of machinery there was an engine that was noted as a poor steamer.
A shrewd engineer took this engine out, one day, because his regular
engine was held in for repairs. The engine steamed badly from
the start, and the train was got over the road by slow torture.
This engineer, however, knew his business, and as the engine was
of the same class as the one he ran daily, he saw no reason why
she should not steam equally as well. At the end of the division
he opened the smoke-box door for inspection, and the diaphragm
was found so far down and so close to the flue-sheet that the
draft was badly obstructed. He had it raised to what he considered
the proper position, and on the return journey the engine steamed
admirably, and threw no fire. On returning to his starting point,
this engineer went to the master mechanic in charge and explained
the experience he had gone through with the engine. Was he commended
for his intelligence and zeal? By no means. He was told that he
had no right to touch the diaphragm. It was set in the standard
position, and standards on this road are like the laws of the
Medes and Persians—unchangeable. It looked like a case of
devotion to standards run to seed. A very slight change in the
diaphragm plate often affects the steaming of an engine as materially
as a small change in the position of a petticoat pipe.
Table of Contents
| Contents Page
|